

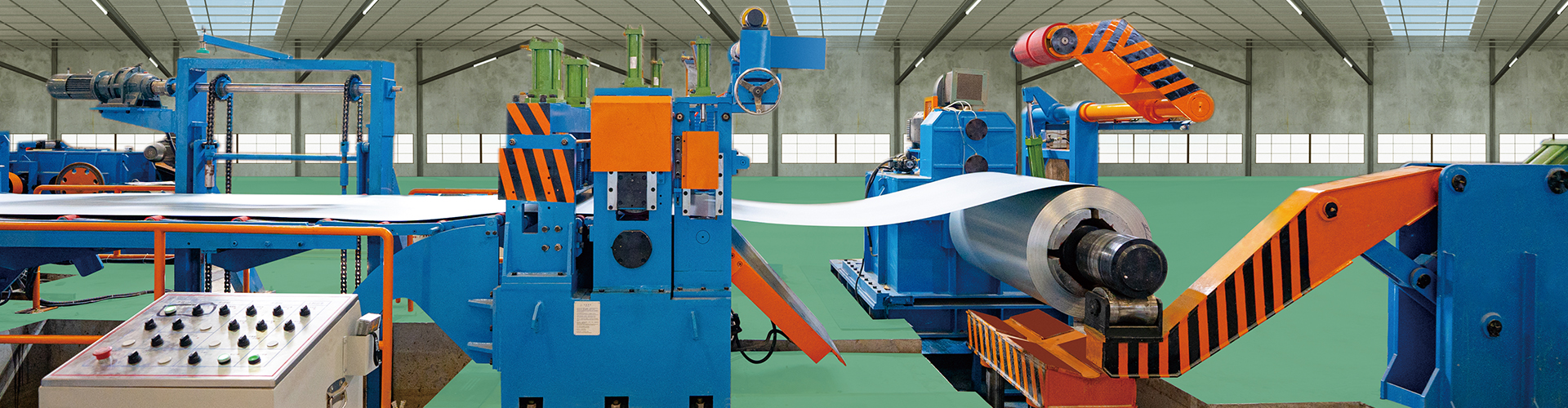




近些年來國內鋁加工行業發展十分迅猛。而高精度鋁帶材分條機主要是用于冷軋帶材的剖分剪切,在實際工作中,這種設備剪切精度的重復再現性非常重要。這是因為其代表分條機設備的整體加工精度,其影響因素與剪切工具的加工精度及設備選型時基本參數確定是否合理有關。
根據有無活套可以將這種分條機設備劃分為活套式和無活套式兩種類型。前者由于沒有活套部分,其機列長度相對較小,看上去和厚箔剪切機比較相似,機組速度較高,其剪切厚度通常不超過0.5毫米。此外,由于機列長度小,所以帶材與導輥等不必要的接觸更少,分條機縱剪機,因而一般是用于生產高表面質量要求的帶材。
但是在使用期間同時也存在一些不足之處,由于無活套結構,所以其對于因板形缺陷帶來剪切后帶材長度不一的調整補償有限。因此在使用這種分條機設備的時候對于來料板形的質量要求比較嚴格,通常要求來料板形凸度不超過1%,平直度不大于25I。
而另外一種帶有活套結構的分條機設備還可以細分為兩種類型,全自動分條機,一種采用的是單活套結構,另一種則是雙活套結構。單、雙活套的確定主要取決于卷取帶材的卷徑大小、帶材的板形凸度。
到目前為止,先進的分條機設備的剪切速度大約可以達到每分鐘600米到100米之間,剪切條數為60到100條。通常情況下,分條機設備的剪切厚度范圍是0.05毫米到3.0毫米,剪切寬度不小于15毫米。






分條機設備的剪切效果如何,往往會直接受到所用刀片本身質量的影響。從生產者角度來分析,薄板縱剪用圓盤刀片往往會追求韌性與耐磨性及減少換刀次數,更為了保證切口斷面質量,一般選用硬度較高的鉬系合金刀片。而這種刀片在裁剪一定數量的鋼帶后,刀口因磨耗逐漸變鈍。
不僅如此,由于長期處于分切的工作狀態,因而這種刀片的刀口鋼質會產生一層疲勞層,硬度大幅上升,進而使得分條機設備的分切質量不太理想。為了避免因刀口變得非常脆弱,從而容易發生開裂現象,那么就必須要及時進行研磨消除其疲勞層,增加刀口鋒利。
對于使用者來說,選擇優質的刀片不僅能夠明顯的提升分條機設備的工作效率,而且長期算下來還能夠節省不少的成本。因此每組刀片的使用要建立檔案。包括刀片的原始檢測數據、每次研磨前的外徑、每次研磨量等都要有記錄,便于發現問題。那么,在進行磨削的時候,需要注意哪些問題呢?首先在磨削時所用的機床一定要是高精度的外圓磨床。
其次在進行研磨的時候,一定要注意合理控制刀片的重疊尺寸,并且要注意一次磨削刀片數量不可過多,以免影響機床剛性。此外,分條機刀片的刀鋒,經過某種程度的磨耗后再作研磨時,疲勞層的深度因切斷鋼板厚度不同,通常為切斷厚度的10%左右。對薄板而言,刀片研磨時外圓以直徑減小0.3~0.4mm為宜。
除此之外,還需要注意的是,在將分條機設備的刀片進行研磨之后,需要把外徑相同的同一組刀放在專用柜中存放。各組刀片不能混放,而且刀片單面有缺陷和雙面有缺陷的應該在存放柜中標明,以便于下次裝刀時能夠方便的選擇使用。










分條機廠家分析分條機對印前和印后的重大作用
在當代包裝行業,分條機廠家介紹,分切機是印前和印后常常應用的一種對照必要的配備,縱剪機分條機,在印前主要分切原材料,如紙張、塑料薄膜等等。這是原材料廠商為了適應客戶等包裝廠商的寬度要求而必須實現的一個工序。而應用遍及印刷復合后的分切工序,分條機,應用分切機將固定幅寬的多組圖案的印刷、復合膜分切為成品膜卷,以適應后邊的積極包裝和制袋工序。
提起分切機的任務功用,不少人都覺得分切機的任務功用只和分切機的速率無關,并不然,我以為分切機的任務功用和以下幾個因素無關:分切速率、成品率、非運轉占用工夫、拘泥性等。分切速率只管是分切機任務功用的一個必要目標,可是假定成品率低下,不光會造成整機的任務功用低下,而且會造成成本的回升。分條機廠家介紹,同樣,假定非運轉占用工夫長,如:調機、對刀、換刀、換料、接探究、換卷、處置懲罰標題問題等耗用工夫長,純凈的前進分切機的速率,也就不成心義了。
分條機廠家介紹,分切機的拘泥性就更不用說了,不光會影響分切機的任務功用,還會影響到產風致量,更會給下道工序造成麻煩和無重要的節儉。以是分切機的任務功用是一個分析觀念.
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com